
 English
English Русский
РусскийПубликации
Настройка механики оси Z Ender 3

Чер
Всем Добра.
Многие посчитают, что настойка оси Z проста и не нужно заморачиваться, ведь принтер печатает, а значит все хорошо.
Но так будет продолжаться не долго, пока не появятся закусывания оси, спотыкания кареток, разрывы в слоях многочасовой печати, особенно на более массивных и сложных деталях.
Проблема оси Z зависит от:
- Перекоса каретки, на которой стоит втулка;
- Перекоса двигателя оси, а значит и перекоса всего ШВП из-за непродуманного пластикового крепежа;
- Несоосность оси Z со втулкой на раме (особенно при перекосе двигателя);
- Некачественная втулка;
- Кривой ШВП.
К сожалению, очень сложно настроить качественно ось Z со штатным пластиковым крепежом, который из-за своей хлипкости, приводит к перкосам и не позволяет выровнять соосность из-за фиксации в висячем положении в одном месте, нет возможности сдвинуть его в плоскости X и Y

По этому рекомендую сделать очень качественную доработку по оси Z, в этом посту можете почитать или посмотреть видео

И так, как правильно настроить ось Z:
- Собираем или пересобираем (если новый принтер то по любому) качественно раму и проверяем уголкам перпендикулярность и хорошо закручиваем винты;
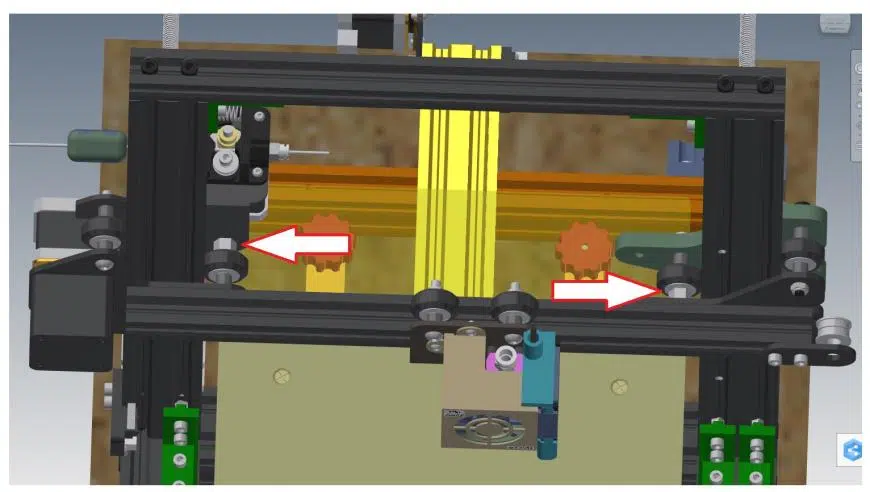
- Настраиваем каретки оси, при этом помним, что на каждой каретке есть шестигранные регулировочные гайки, проворачивая которые, можно поджать или отпустить каретку. Сила поджима должна быть такова, чтобы каретка не болталась, но и не ходила туго, а внутренние колеса каретки под V-slot, должны с небольшим усилием прокручиваться;
- Убираем штатный крепеж мотора оси Z и меняем на металлическую пластину, именно металлическую, так как она плотно прилегает к основному профилю и выполняет функцию радиатора, да же после 12 часовой печати в термобоксе, температура мотора не превышает 35 градусов. Так же эта пластина выставляет нашу ось идеально вертикально и позволяет смещать мотор в плоскаостях X иY, для получения максимальной соосности;
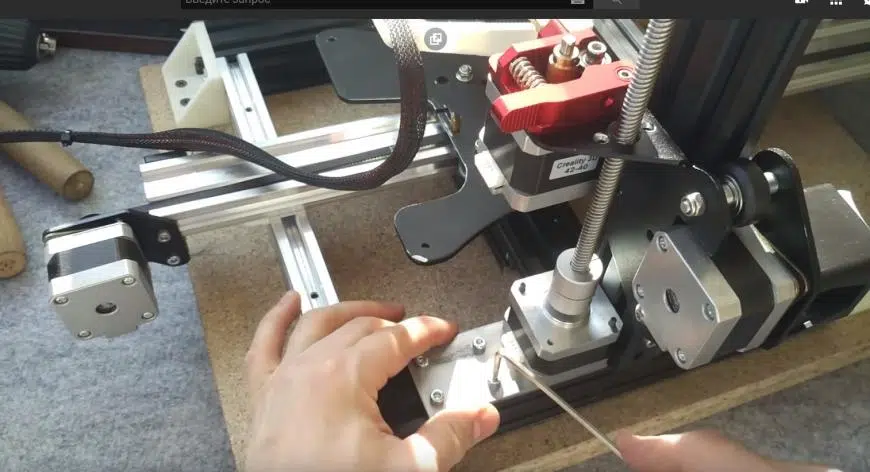
- Обратите внимание на то, что ЛАТУНЕВАЯ втулка на оси снята. Это сделано для того, чтобы выставить мотор и ШВП идеально соосно с отверстием каретки, в котором стоит втулка. После фиксации пластины на раме, приподнимаем каретку оси Z к самому верху, чтобы убедиться, что нет перкоса ШВП и при этом можно провернуть вал и посмотреть, нет ли биения (убедиться, что он не кривой);
- Дальше вкручиваем втулку, она должна идеально встать на каретке, но на этом настройка не заканчивается.
Нужно открутить трапециевидный винт на штатной муфте (не используйте гибкие разрезные муфты, они только вредят, при этом имеют свободный ход растяжения 5 мм, что может негативно сказываться на печати)
Приподнимаем каретку к самому верху, а вал опускаем к краю муфты.
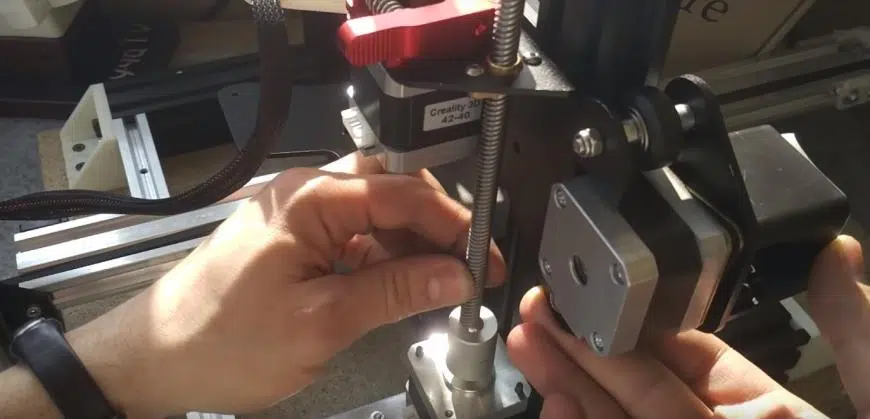
Сдвигаем вал во все стороны относительно отверстия муфты (вал должен удаляться в разные стороны на равном расстоянии от центра муфты)
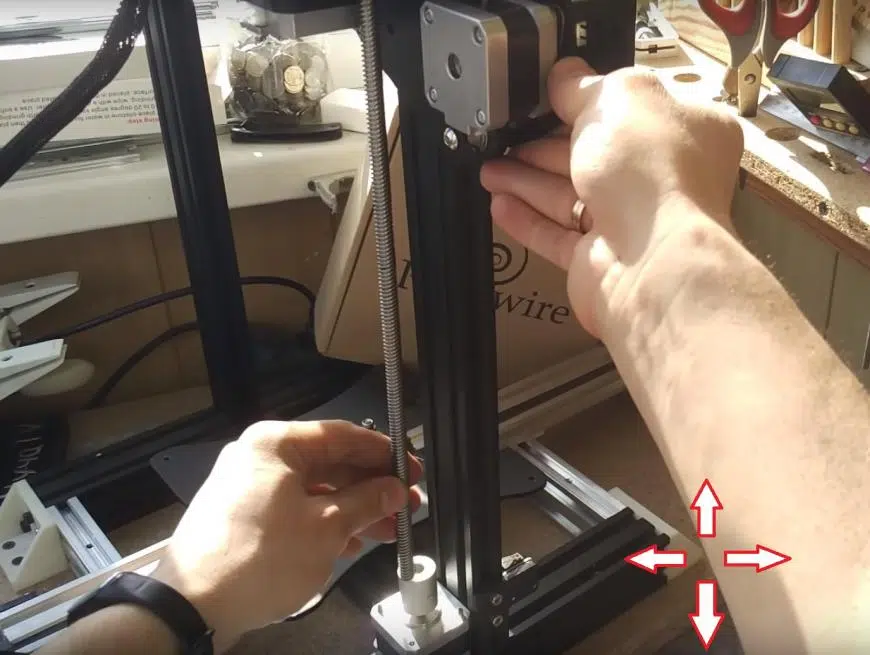
Такими действиями, мы проверяем параллельность поверхности каретки (на которой установлена втулка) относительно поверхности мотора и рамы.
Если мы видим, что наш вал смещен в одну из сторон больше, относительно отверстия муфты, например ближе к нам, то это значит, что каретка имеет перекос в противоположную сторону.
Чтобы это исправить, нужно приложить немного усилия и руками подогнуть нашу каретку. Она выполнена в виде уголка из достаточно гибкого материал и зачастую не имеет идеальной перпендикулярности, об этом да же есть видео на англоязычном канале. По этому Вы можете ее правильно выставить, это буквально на пару миллиметров, но этого будет достаточно, чтобы получить идеальную соосность с муфтой.

Если правильно выставите, то при не закрученном на муфте валу, каретка будет очень быстро опускаться сама под действием притяжения. После чего можно муфту закрутить.

После такой настройки оси Z, движение каретки будет очень легким. Даже без придерживания принтера руками, Вы сможете перемещать каретку вверх или вниз с помощью только двух пальце.